Custom Stainless Work
This is a showcase of custom work we've completed over the years. If you have something in mind, let us quote it.
We stock a wide range of stainless materials and use precision TIG welding techniques to ensure clean, sanitary, professional results — not backyard welds.
Have a custom project in mind? Contact us for a quote →

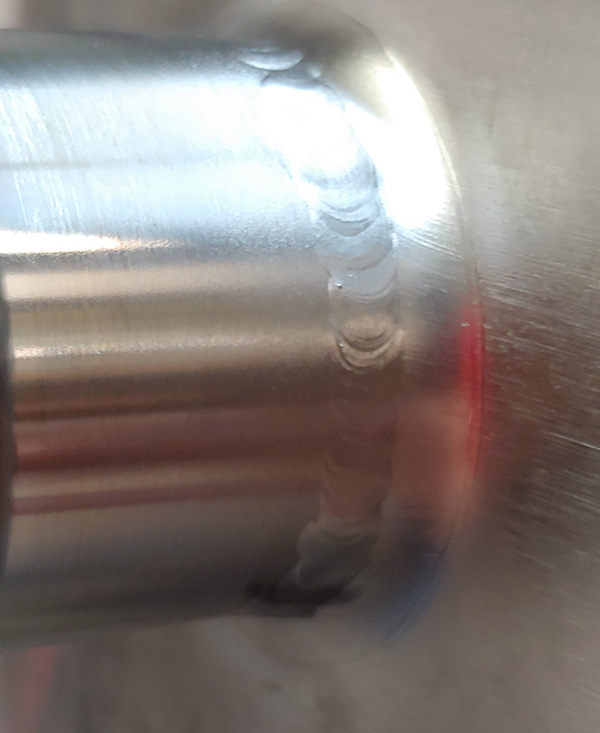
Male camlock QD welded to 1/2\" OD stainless tubing with the bead placed at the sealing face for a smooth, sanitary joint.
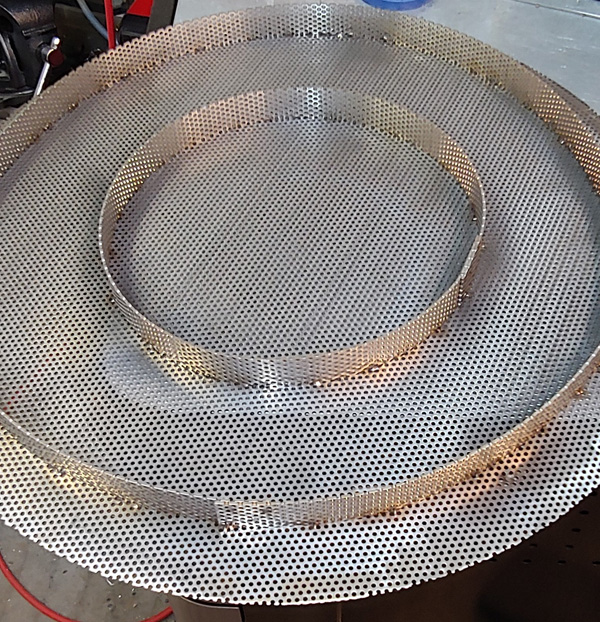
Custom perforated false bottom with integrated supports and bonded silicone sweeper gasket.

50ft stainless cooling coil installed into a fermenter lid with welded compression fittings.

Close-up of a precision compression fitting weld on the underside of a lid.

HERMS coil installed using pull-through compression bulkheads.
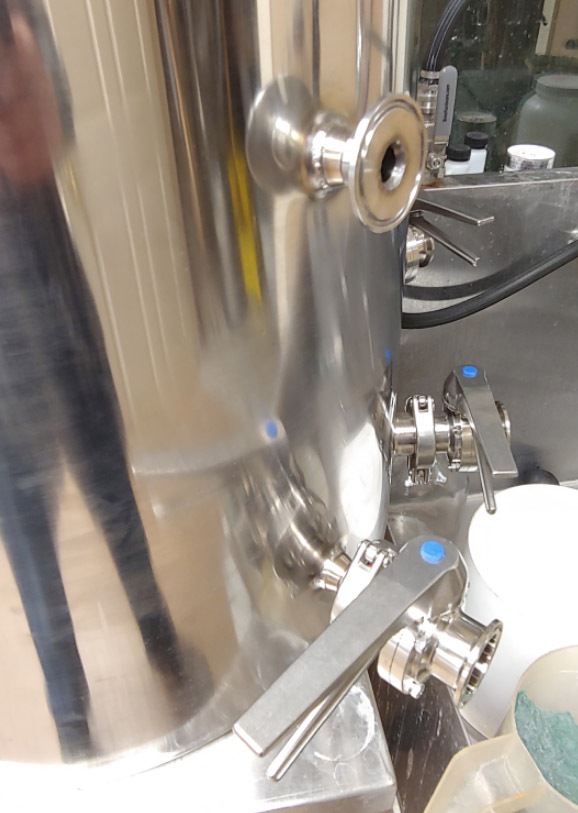
External HERMS install with welded 1.5\" TC flanges for butterfly valve integration.

High-pressure keg washer with integrated heating element and multi-path cleaning system.
TC ferrule weld with flared interior and argon shielding for a smooth sanitary finish.

Custom firkin cleaning insert with spray ball and stabilizing cradle system.

Offset 4\" TC plate with dual 1.5\" ferrules welded top and bottom.
